
Ahhoz, hogy megértsük, milyen kihívásokat jelentenek a miniatürizált alkatrészek a forrasztópaszta nyomtatásban, először meg kell értenünk a stencilnyomtatás területarányát (Area Ratio).
Miniatür párnák forrasztópaszta nyomtatásánál minél kisebb a betét és a sablonnyílás, annál nehezebben válik le a forrasztópaszta a sablonlyuk falától. A miniatűr párnák forrasztópaszta nyomtatásának megoldására a következő megoldások állnak rendelkezésre referenciaként:
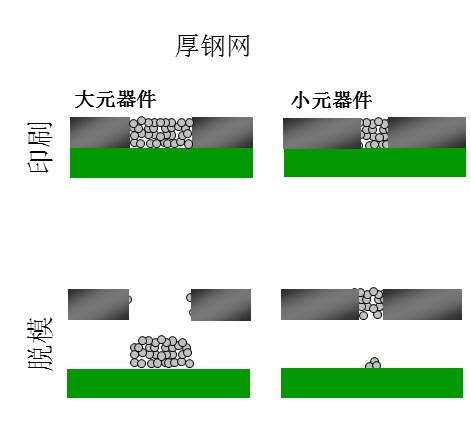
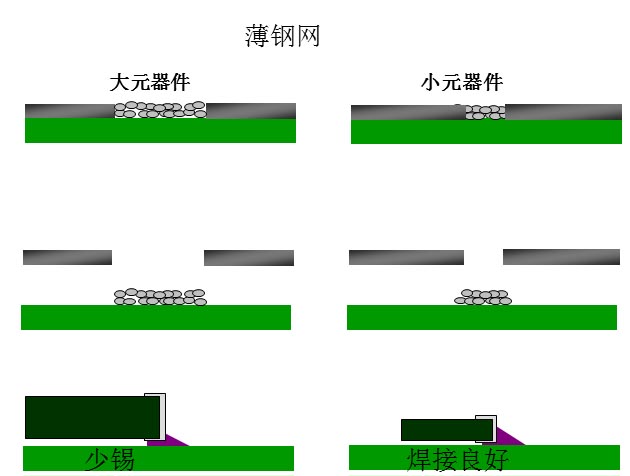
- A legközvetlenebb megoldás az acélháló vastagságának csökkentése és a nyílások területarányának növelése. Amint az alábbi ábrán látható, vékony acélháló használata után az apró alkatrészek párnáinak forrasztása jó.Ha az előállított hordozó nem tartalmaz nagyméretű alkatrészeket, akkor ez a legegyszerűbb és leghatékonyabb megoldás.De ha nagy alkatrészek vannak az aljzaton, akkor a nagy alkatrészek rosszul forraszthatók a kis mennyiségű ón miatt.Tehát ha nagy keverékű hordozóról van szó, nagy komponensekkel, akkor az alábbiakban felsorolt egyéb megoldásokra van szükségünk.
- Használja az új acélhálós technológiát, hogy csökkentse a nyílások arányára vonatkozó követelményt a sablonban.
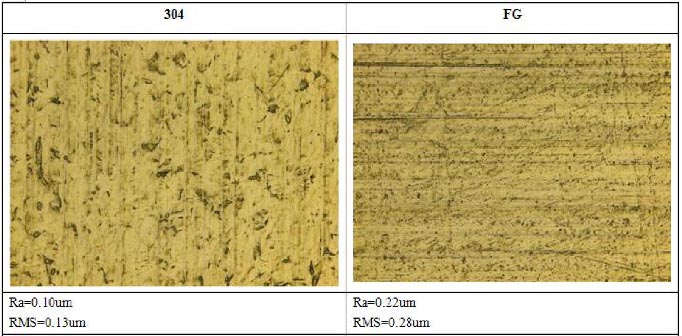
1) FG (finomszemcsés) acélsablon
Az FG acéllemez egyfajta nióbium elemet tartalmaz, amely finomíthatja a szemcsét, csökkentheti az acél túlmelegedési érzékenységét és ridegségét, valamint javíthatja a szilárdságot.A lézerrel vágott FG acéllemez furatfala tisztább és simább, mint a közönséges 304-es acéllemezé, ami jobban elősegíti a formázást.Az FG acéllemezből készült acélháló nyílásaránya 0,65-nél kisebb lehet.Az azonos nyitási arányú 304-es acélhálóval összehasonlítva az FG acélháló enyhén vastagabbra készíthető, mint a 304-es acélháló, ezáltal csökkentve a kevesebb ónozás kockázatát a nagyméretű alkatrészeknél.
Feladás időpontja: 2020-05-05