
Az EU RoHS-irányelve (az Európai Parlament és az Európai Unió Tanácsának irányelve egyes veszélyes anyagok elektromos és elektronikus berendezésekben való felhasználásának korlátozásáról) értelmében az irányelv előírja az EU piacán az elektronikus, ill. hat veszélyes anyagot, például ólmot tartalmazó elektromos berendezéseket, mint „zöld gyártási” ólommentes eljárást, amely 2006. július 1-je óta visszafordíthatatlan fejlődési irányzattá vált.
Több mint két év telt el azóta, hogy az ólommentes folyamat az előkészítéstől kezdve elindult.Számos kínai elektronikai termékgyártó sok értékes tapasztalatot halmozott fel az ólommentes forrasztásról az ólommentes forrasztásra való aktív átállás során.Most, hogy az ólommentes folyamat egyre érettebbé válik, a legtöbb gyártó munkafókusza megváltozott, az ólommentes gyártás egyszerű megvalósítása helyett az ólommentes forrasztás szintjének átfogó javítása különböző szempontokból, például berendezésekből. , anyagok, minőség, folyamat és energiafogyasztás..
Az ólommentes újrafolyós forrasztási eljárás a jelenlegi felületszerelési technológia legfontosabb forrasztási eljárása.Széles körben alkalmazzák számos iparágban, beleértve a mobiltelefonokat, számítógépeket, autóelektronikát, vezérlőáramköröket és kommunikációt.Egyre több eredeti elektronikai eszközt alakítanak át átmenőfuratról felületre szerelhetővé, és a forrasztóiparban nyilvánvaló trend az újrafolyós forrasztás, amely jelentős tartományban váltja fel a hullámforrasztást.
Tehát milyen szerepet fog játszani a reflow forrasztóberendezés az egyre érettebb ólommentes SMT folyamatban?Nézzük a teljes SMT felületi szerelési vonal szemszögéből:
A teljes SMT felületre szerelhető sorozat általában három részből áll: szitanyomtatóból, elhelyező gépből és újrafolyó sütőből.Az ólommentes gépekhez képest magával a berendezéssel szemben nincs új követelmény;A szitanyomó gép esetében az ólommentes és ólmozott forrasztópaszta fizikai tulajdonságainak csekély eltérése miatt magára a berendezésre vonatkozóan bizonyos fejlesztési követelményeket támasztanak, de minőségi változás nincs;Az ólommentes nyomás kihívása pontosan a visszafolyó sütőben van.
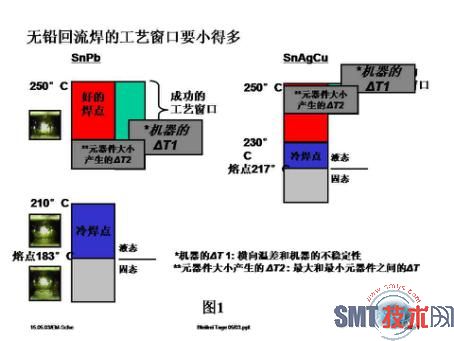
Mint mindenki tudja, az ólomforrasztópaszta (Sn63Pb37) olvadáspontja 183 fok.Ha jó forrasztási kötést szeretne kialakítani, a forrasztás során 0,5-3,5 um vastagságú intermetallikus vegyülettel kell rendelkeznie.Az intermetallikus vegyületek képződési hőmérséklete 10-15 fokkal az olvadáspont felett van, ami ólmozott forrasztásnál 195-200.fokozat.Az eredeti elektronikus alkatrészek maximális hőmérséklete az áramköri lapon általában 240 fok.Ezért az ólmozott forrasztásnál az ideális forrasztási folyamat ablaka 195-240 fok.
Az ólommentes forrasztás nagy változásokat hozott a forrasztási folyamatban, mert megváltozott az ólommentes forrasztópaszta olvadáspontja.A jelenleg általánosan használt ólommentes forrasztópaszta az Sn96Ag0,5Cu3,5, olvadáspontja 217-221 fok.A jó ólommentes forrasztásnak 0,5-3,5 um vastagságú intermetallikus vegyületeket is kell képeznie.Az intermetallikus vegyületek képződési hőmérséklete is 10-15 fokkal az olvadáspont felett van, ami ólommentes forrasztásnál 230-235 fok.Mivel az ólommentes forrasztóelektronikai eredeti eszközök maximális hőmérséklete nem változik, az ólommentes forrasztás ideális forrasztási folyamata 230-240 fok.
A folyamatablak drasztikus csökkentése nagy kihívást jelentett a hegesztési minőség garantálása terén, valamint magasabb követelményeket támaszt az ólommentes forrasztóberendezések stabilitásával és megbízhatóságával szemben.Maga a berendezés oldalirányú hőmérséklet-különbsége, valamint az eredeti elektronikai alkatrészek hőkapacitásában a fűtési folyamat során fellépő különbség miatt az ólommentes visszafolyó forrasztási folyamatvezérlésben beállítható forrasztási hőmérsékleti ablaktartomány nagyon kicsivé válik. .Ez az ólommentes reflow forrasztás igazi nehézsége.A konkrét ólommentes és ólommentes visszafolyó forrasztási folyamat ablak összehasonlítása az 1. ábrán látható.
Összefoglalva, a reflow sütő létfontosságú szerepet játszik a végtermék minőségében a teljes ólommentes folyamat szempontjából.A teljes SMT gyártósorba történő beruházás szempontjából azonban az ólommentes forrasztókemencékbe történő beruházás gyakran csak a teljes SMT sor beruházásának 10-25%-át teszi ki.Ez az oka annak, hogy sok elektronikai gyártó az ólommentes gyártásra való áttérés után azonnal lecserélte eredeti reflow sütőit jobb minőségű reflow sütőkre.
Feladás időpontja: 2020. augusztus 10