
Milyen új követelményeket támaszt a reflow kemencével szemben az egyre érettebb ólommentes eljárás?
A következő szempontokból elemezzük:
l Hogyan érjünk el kisebb oldalirányú hőmérséklet-különbséget
Mivel az ólommentes forrasztási folyamat ablaka kicsi, nagyon fontos az oldalsó hőmérséklet-különbség szabályozása.A visszafolyó forrasztás hőmérsékletét általában négy tényező befolyásolja:
(1) Forró levegő továbbítása
A jelenlegi általános ólommentes újrafolyó sütők mindegyike 100%-ban teljes meleg levegős fűtést alkalmaz.A reflow kemencék fejlesztésében az infravörös fűtési módszerek is megjelentek.Az infravörös fűtés miatt azonban a különböző színű eszközök infravörös elnyelése és visszaverő képessége eltérő, és az árnyékhatást a szomszédos eredeti eszközök blokkolása okozza.Mindkét helyzet hőmérséklet-különbséget okoz.Az ólommentes forrasztásnál fennáll annak a veszélye, hogy kiugorjon a folyamatablakon, ezért az infravörös fűtési technológiát fokozatosan kiiktatták a visszafolyó kemence fűtési módjából.Az ólommentes forrasztásnál a hőátadó hatást kell hangsúlyozni.Főleg az eredeti, nagy hőkapacitású készüléknél, ha nem érhető el elegendő hőátadás, a felfűtési sebesség nyilvánvalóan elmarad a kis hőkapacitású készülékétől, ami oldalirányú hőmérsékletkülönbséget eredményez.Nézzük meg a 2. és 3. ábrán látható két meleglevegő-átviteli módot.
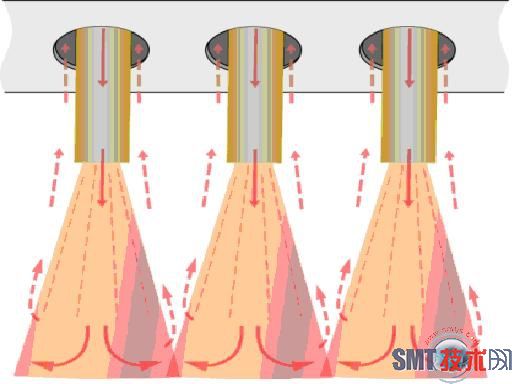
2. ábra A forró levegő átviteli módja 1
2. ábra A forró levegő átviteli módja 1
A 2. ábrán látható forró levegő a fűtőlap furataiból fúj ki, és a meleg levegő áramlásának nincs egyértelmű iránya, ami meglehetősen zavaros, így a hőátadó hatás nem jó.
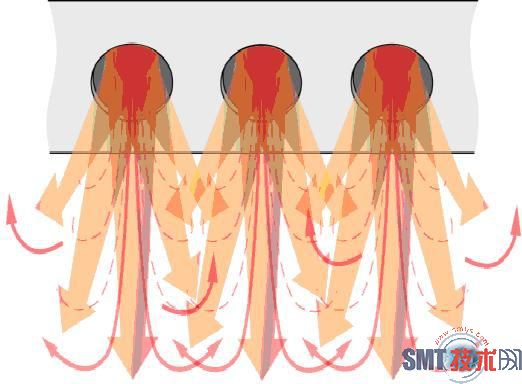
A 3. ábra szerinti kialakítás többpontos, irányított meleglevegő-fúvókákkal van felszerelve, így a forró levegő áramlása koncentrált és egyértelmű irányultságú.Az ilyen meleglevegős fűtés hőátadó hatása körülbelül 15%-kal növekszik, és a hőátadó hatás növekedése nagyobb szerepet fog játszani a nagy és kis hőkapacitású készülékek oldalirányú hőmérséklet-különbségének csökkentésében.
A 3. ábra szerinti kialakítás az oldalszél interferenciáját is csökkentheti az áramköri lap hegesztésében, mivel a forró levegő áramlásának egyértelmű iránya van.Az oldalszél minimálisra csökkentése nemcsak az olyan kis alkatrészek, mint például az áramköri lapon lévő 0201 elfújását akadályozza meg, hanem csökkenti a különböző hőmérsékleti zónák közötti kölcsönös interferenciát is.
(1) Láncsebesség-szabályozás
A lánc sebességének szabályozása befolyásolja az áramköri lap oldalirányú hőmérséklet-különbségét.Általánosságban elmondható, hogy a láncsebesség csökkentése több fűtési időt biztosít a nagy hőkapacitású készülékek számára, ezáltal csökken az oldalsó hőmérséklet-különbség.De végül is a kemence hőmérsékleti görbéjének beállítása a forrasztópaszta követelményeitől függ, így a láncsebesség korlátlan csökkentése a tényleges gyártásban irreális.
(2) Szélsebesség és hangerő szabályozása
Elvégeztünk egy ilyen kísérletet, változatlanul hagyva a visszafolyó kemencében a többi körülményt, és csak 30%-kal csökkentjük a ventilátor fordulatszámát a visszafolyó kemencében, és az áramköri lap hőmérséklete körülbelül 10 fokkal csökken.Látható, hogy a szélsebesség és a levegő mennyiségének szabályozása fontos a kemence hőmérsékletének szabályozásához.
Feladás időpontja: 2020. augusztus 11